Precision-engineered medical gear, professional travel packs, and custom luggage manufactured under global certification standards.







As global healthcare systems decentralize and outdoor disaster management takes center stage, the demand for high-performance, resilient, and specialized medical backpacks has surged. These are no longer mere utility bags. Modern medical backpacks serve as mobile life-support platforms, requiring compliance with stringent infection control standards, high ergonomics, and modular interior layouts.
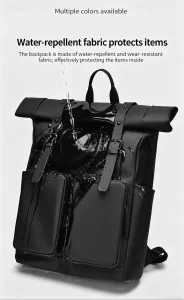
Modern medical operations demand materials that resist bloodborne pathogens and withstand aggressive chemical sterilization protocols. Factories utilize composite TPU/PU coatings and high-density, anti-tear Oxford textiles to achieve impervious barriers without weight penalties.
Time translates directly to lives saved. Internally, medical backpacks utilize color-coded pouch systems and customizable hook-and-loop walls to categorize trauma management, airway support, and IV access supplies for split-second deployment.
Heavy specialized medical gear, oxygen cylinders, and cardiac monitors demand complex structural support. Ergonomic harness systems, padded hip belts, and lightweight aluminum stays distribute weight to prevent operator fatigue during active response situations.
Procuring medical backpacks for government entities, NGOs, defense forces, or private healthcare groups is a high-responsibility process. Procurement departments must focus on compliance and durability. A failure in the field is not just an inconvenience—it is a critical emergency.

By upgrading to smart digital infrastructures, Chinese manufacturing hubs provide the global market with premium, high-density luggage and technical backpacks with complete traceability.
At OMASKA, our manufacturing ecosystem in China integrates advanced automation alongside human craftsmanship. Automated fabric laser cutters minimize waste and keep tolerances below 0.5mm, ensuring consistent structural reliability. Each stitch line, reinforcement tack, and seam-tape is logged inside an integrated ERP system, ensuring 100% material traceability from basic yarn to the final product shipment. By maintaining long-term partnerships with leading polymer and raw material factories, we maintain pricing stability and delivery continuity even during global shipping disruptions.
Throughout its 24-year development process, Tian Shangxing has always taken customer market demand as the guide for product research and production. We have successively registered brands such as Tianshang Xing, Inspur, Taya, Balmatik, Rolling Joy, OMASKA, etc. Among them, OMASKA is one of our main brands. As of now, OMASKA has successfully registered in more than 30 countries including the European Union, the United States, and Mexico, and established OMASKA sales agents and brand image stores in more than 10 countries.
Tian Shang Xing produces and ships according to customer requirements, providing you with a perfect experience of brand value and comprehensive product tracking services during both OEM and ODM processes. Tian Shangxing's dedication and focus have also won the trust of major clients. Tianshang will continue to deepen its cultivation of luggage products and become a creator of fast fashion travel luggage, committed to leading the innovative development of the luggage industry and bringing Baigou luggage to a larger stage in the world.
Every single one of our production staff members possesses 5+ years of experience and completes a rigorous 72-hour OMASKA quality training program, uniting skill and discipline to uphold our global reputation for manufacturing excellence.
Choose OMASKA as your trusted partner for a seamless integration of innovation, quality, and reliability. With over 26 years of industry expertise, we deliver cutting-edge, customized solutions through our strong R&D capabilities and flexible OEM/ODM services. Our products meet rigorous international standards, backed by end-to-end quality control and a stable global supply chain. From initial consultation to timely delivery and dedicated after-sales support, we provide comprehensive service worldwide—ensuring your success every step of the way.






Every custom order undergoes rigorous checks. We build reliable, premium gear that serves professionals in demanding situations.

We carry out timed sampling and dedicated inspections across all production stages to promptly identify and resolve issues before they affect output. Nothing leaves the sewing station without digital confirmation.

Every product undergoes thorough manual checking by skilled inspectors, supported by a production team with 5+ years of experience and 72 hours of specialized quality training. This combines human precision with mechanical repeatability.
We enforce strict supplier screening and implement full material traceability to guarantee that all components meet our stringent chemical, mechanical, and tensile requirements.
By utilizing the same heavy-duty engineering platforms built for our globally recognized luggage lines, OMASKA applies advanced structural stitching techniques to technical bag applications. Standard tests include:

Medical backpacks are designed and manufactured for specialized deployment sectors across the globe.
Designed for rapid emergency deployment. Visual quick-access pockets, clear color coding, and water-impermeable bases keep gear organized and protected in demanding emergency conditions.
High-visibility outer fabrics with reflective properties, built-in hydration channels, and advanced load distribution systems designed for prolonged hiking across difficult terrain.
Equipped with reinforced MOLLE attachment loops, quick-release shoulder assemblies, and durable Cordura construction to meet tactical combat casualty care standards.
Sleek, compact designs suited for nurses, physical therapists, and mobile health staff who travel between patients and require clean compartment segregation.
With globally certified craftsmanship and rigorous quality inspection, we provide fashionable and trustworthy travel companions for partners worldwide.



Clear answers on customization capabilities, lead times, regulatory compliance, and factory processes for sourcing departments.
Depending on design complexity and custom color requirements, the standard MOQ typically ranges from 500 to 1,000 units. For stock patterns with custom branding additions, we can often accommodate lower initial volumes to support product trials.
Yes, we offer technical fabric formulations including high-density Oxford with TPU backing, which is highly resistant to water, oils, and body fluids, allowing for quick sanitation with hospital-grade surface wipes.
We follow a multi-stage testing protocol including checking raw materials, monitoring assembly line stations, and performing manual inspections before packaging. Our facilities are audited to ISO, BSCI, and SGS compliance standards.
Absolutely. Our R&D team can develop custom products from physical samples, sketches, or technical design files. We customize storage compartments, branding elements, structural support systems, and material types to match your target requirements.
Discover more high-density polyester and polypropylene items, engineered to withstand challenging travel conditions worldwide.