Explore our flagship wholesale models, designed for maximum durability, volume capacity, and tactical performance.
Exploring the shifting patterns of outdoor recreational products, raw materials availability, and structural demands.
The global outdoor equipment industry is undergoing a massive paradigm shift. As consumer demand transitions from standard recreational hiking to specialized, extreme-duration excursions, the engineering requirements for high capacity hiking backpacks have scaled exponentially. Industrial statistics indicate that the adventure gear sector is growing at a compound annual growth rate (CAGR) of 6.8% through 2030, powered by a massive influx of participants in wilderness exploration, alpine mountaineering, and sustainable eco-tourism.
For brand owners, wholesale distributors, and retail groups, maintaining a competitive edge means procuring gear that provides more than basic utility. Modern consumers require backpacks with volumes ranging from 55 liters to upwards of 85 liters, demanding specialized suspension tech that balances structural integrity with anatomical movement. In the macro-manufacturing landscape, factories must innovate by integrating ultra-durable textiles with lightweight carbon-fiber or custom-extruded aluminum frames. The trend points strongly toward hybrid gear: bags that function seamlessly across extreme elevations, multi-day wilderness backpacking, and rugged military-grade durability.

Throughout its 24 year development process, Tian Shangxing has always taken customer market demand as the guide for product research and production. We have successively registered brands such as Tianshang Xing, Inspur, Taya, Balmatik, Rolling Joy, OMASKA, etc. Among them, OMASKA is one of our main brands. As of now, OMASKA has successfully registered in more than 30 countries including the European Union, the United States, and Mexico, and established OMASKA sales agents and brand image stores in more than 10 countries.
Tian Shang Xing produces and ships according to customer requirements, providing you with a perfect experience of brand value and comprehensive product tracking services during both OEM and ODM processes. Tian Shangxing's dedication and focus have also won the trust of major clients. Tianshang will continue to deepen its cultivation of luggage products and become a creator of fast fashion travel luggage, committed to leading the innovative development of the luggage industry and bringing Baigou luggage to a larger stage in the world.
Manufacturing high-capacity hiking backpacks involves addressing critical design challenges. The first of these is load tension management. When a user carries a load exceeding 25kg, bad distribution points lead to rapid fatigue and musculoskeletal stress. Our R&D department solves this challenge using advanced mechanics, employing lightweight, rigid aluminum stays combined with anti-slip high-density EVA foam hip pads.
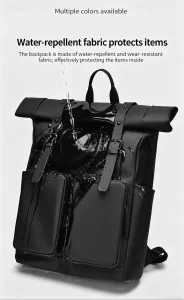
The second challenge is environmental resilience. High-altitude environments expose bags to continuous ultraviolet rays, heavy rain, and extreme friction. To counter this, OMASKA implements rigorous material protocols, sourcing custom-blended Nylon 420D Robic and Cordura fabrics with high hydro-pressure polyurethane coatings. This ensures long-term water-resistance and high tear strength while keeping weight to a minimum.
Choose OMASKA as your trusted partner for a seamless integration of innovation, quality, and reliability.

With over 26 years of experience, the company possesses extensive industry knowledge, manufacturing expertise, and market insight.

Continuous investment in R&D, supported by numerous patents and a flexible OEM/ODM service model, ensures innovative and customizable product solutions.

Adherence to international standards through strict multi-stage quality control and global certifications guarantees product excellence and reliability.

A comprehensive service system—from pre-sales consultation to after-sales support—combined with a robust supply chain ensures stable production, on-time delivery, and worldwide customer satisfaction.







Different geographic locations demand unique backpack modifications. OMASKA's customization options allow our B2B partners to match local demands perfectly:
Requires reinforced gear loops for ice axes, durable material bases to resist granite abrasion, and low-temperature impact-resistant buckles.
Requires highly integrated rainflies, fully seam-sealed roll-top compartments, and anti-corrosive hardware designed to endure wet weather.
Demands quick-dry shoulder harnesses, mesh-backed suspension panels to maximize airflow, and anti-mold/anti-microbial base treatments.
Our manufacturing processes are certified to ISO, BSCI, SGS, and other global standards, ensuring consistent quality management and product reliability.

We carry out timed sampling and dedicated inspections across all production stages to promptly identify and resolve issues before they affect output.

Every product undergoes thorough manual checking by skilled inspectors, supported by a production team with 5+ years of experience and 72 hours of specialized quality training.
We enforce strict supplier screening and implement full material traceability to guarantee that all components meet our stringent quality requirements.

Our design lab is testing next-generation backpack technologies to meet upcoming market demands. We are focusing on two main areas: smart sensory integration and sustainable material loops. We aim to offer built-in weight-distribution sensors that send bio-metric feedback to trail hikers via low-power Bluetooth transmitters, warning them of poor load balancing.
Additionally, we are transitioning our entire fabric supply chain to bio-synthesized structural polymers. By using post-consumer ocean plastics transformed into high-tenacity yarns, we will reduce carbon emissions by up to 40% while matching the strength of standard Nylon 66.
Reshaping Quality, Defining New Standards for Travel Luggage
With globally certified craftsmanship and rigorous quality inspection, we provide fashionable and trustworthy travel companions for travelers around the world.

Workforce Precision

Showroom Exhibition

Expert Inspection
Expert answers to common engineering, procurement, and logistical questions.
Our standard MOQ for custom OEM manufacturing generally starts at 500 to 1,000 units per design. This setup allows us to optimize raw material yields and maintain high production standards.
Yes. We offer fully customizable internal frame architectures. Customers can choose between lightweight 6061-T6 aluminum stays, flat bar frames, or dynamic carbon-fiber supports depending on their budget and weight requirements.
All waterproof fabrics undergo hydrostatic head tests (ISO 811). We guarantee ratings from 1500mm up to 10000mm, verified by internal lab testing and third-party SGS/TÜV certifications.
We use high-grade YKK, SBS, or Woojin hardware. Clients can choose anti-freeze buckles, tactical quick-release systems, and custom pull-tabs to match their design style.
We offer full traceability on all production runs. Our QA processes minimize defects below 0.5%, and we provide spare hardware parts or replacement credits for any certified manufacturing issues.
Yes. We actively monitor global chemical regulations and can supply OEKO-TEX certified, PFAS-free fabrics that comply with European REACH and North American environmental rules.
Complete your sourcing plan with our curated list of travel backpacks, business options, and high-performance luggage.