Direct from our state-of-the-art manufacturing facility

Navigating the shift towards tech-integrated mobility, robust security features, and modern aesthetics
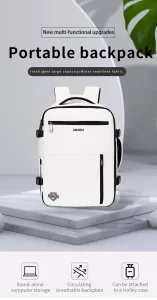
In the digital economy, the humble backpack has evolved from a simple carryall into a highly engineered, mobile workstation interface. As business models shift towards permanent hybrid working systems and high-density business commuting, the global demand for wholesale laptop backpacks has skyrocketed. Organizations, school districts, retailers, and distributors are seeking suppliers capable of delivering bags that balance ergonomic physical support, electrical device protection, and weather resistance.
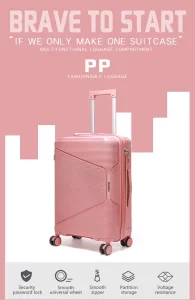
According to current market intelligence, the modern corporate commute requires smart security features, such as RFID blocking pockets, hidden anti-theft compartments, and TSA-compliant lie-flat compartments. Furthermore, material engineering has shifted focus towards sustainable alternatives, such as recycled polyethylene terephthalate (RPET), TPU-coated water-repellent weaves, and high-tensile nylon. This white paper breaks down the manufacturing frameworks, quality assurances, supply chain operations, and technological parameters that define leading manufacturers in this category.
Our original aspiration, growth story, and global trajectory
Throughout its 24 year development process, Tian Shangxing has always taken customer market demand as the guide for product research and production. We have successively registered brands such as Tianshang Xing, Inspur, Taya, Balmatik, Rolling Joy, OMASKA, etc. Among them, OMASKA is one of our main brands. As of now, OMASKA has successfully registered in more than 30 countries including the European Union, the United States, and Mexico, and established OMASKA sales agents and brand image stores in more than 10 countries.
Tian Shang Xing produces and ships according to customer requirements, providing you with a perfect experience of brand value and comprehensive product tracking services during both OEM and ODM processes. Tian Shangxing's dedication and focus have also won the trust of major clients. Tianshang will continue to deepen its cultivation of luggage products and become a creator of fast fashion travel luggage, committed to leading the innovative development of the luggage industry and bringing Baigou luggage to a larger stage in the world.

Why domestic clustering and vertical integration enable unrivaled competitive pricing and speed-to-market
Located in the heart of Baigou, China's premiere luggage capital, our production operations benefit from localized component ecosystem access. Raw materials, high-density fabrics, custom metal zippers, structural buckles, and thread options are sourced within a 10km radius, reducing lead times dramatically.
Leveraging CAD tooling and advanced automated cutting machinery, we can convert client blueprint specifications into physical pre-production samples in under 3 to 5 business days. This enables rapid feedback loops and accelerated product launches.
With multiple state-of-the-art production lines, we scale production dynamically to manage seasonal spikes. Whether processing corporate holiday orders of 5,000 bags or multi-container enterprise contracts, our production maintains consistent cycle times.
Integrating innovative design engineering, stable global logistics, and strict quality control

With over 26 years of experience, the company possesses extensive industry knowledge, manufacturing expertise, and market insight.

Continuous investment in R&D, supported by numerous patents and a flexible OEM/ODM service model, ensures innovative and customizable product solutions.

Adherence to international standards through strict multi-stage quality control and global certifications guarantees product excellence and reliability.

A comprehensive service system—from pre-sales consultation to after-sales support—combined with a robust supply chain ensures stable production, on-time delivery, and worldwide customer satisfaction.







Pioneering smart, ergonomic, and environmentally safe carry technology
Implementation of 100% GRS-certified Recycled Polyester (RPET) and high-density Cordura fabrics. Transitioning from traditional toxic water-repellent chemical finishes to non-fluorinated, water-soluble bio-degradable PU coatings to ensure weather protection with a zero-carbon footprint.
Development of anti-gravity suspension harnesses, using 3D molded EVA back panels and multi-channel air-circulation networks to distribute load forces uniformly across the thoracic and lumbar spine, mitigating muscle fatigue during extended transits.
Deployment of seamless internal USB-C pass-through connections paired with external waterproof ports, integrated Faraday-shielded RFID blocks, and multi-lock YKK zippers designed to resist puncture and mechanical bypass attempts.
Embedding Bluetooth-enabled proximity alarms, passive solar panels for self-sustaining charging loops, and ultra-flat structural weight-sensor handles that calculate overall weight prior to terminal check-in.
Certified craftsmanship and rigorous standard operating procedures
Our manufacturing processes are certified to ISO, BSCI, SGS, and other global standards, ensuring consistent quality management and product reliability.

We carry out timed sampling and dedicated inspections across all production stages to promptly identify and resolve issues before they affect output.

Every product undergoes thorough manual checking by skilled inspectors, supported by a production team with 5+ years of experience and 72 hours of specialized quality training.
We enforce strict supplier screening and implement full material traceability to guarantee that all components meet our stringent quality requirements.

Reshaping Quality, Defining New Standards for Travel Luggage & Commute Gear







Analyzing target market demands to deliver optimized product adjustments
Use Case: High-density light rail, subway, and multi-modal vehicular transit in metropolitan areas (NY, SF, Chicago).
Design Requirements: TSA-compliant lay-flat computer compartments, water-repellent zippers to counter heavy precipitation, and dedicated micro-fleece glasses and keys storage pockets.
Use Case: University students and research personnel commuting across historical campus sites via bicycle or walking path.
Design Requirements: Ergonomic chest and waist load-distribution bands, integrated neon reflective safety piping, breathable mesh backpads, and flexible side pockets for thermal bottles.
Use Case: Multi-city remote operations, airport lounge hot-desking, and collaborative workspace hops.
Design Requirements: Integrated power bank wiring networks, anti-theft rear hidden security slots for documents/passports, and structured luggage cart sleeve attachments.
Ensuring frictionless transit, customs clearance, and environmental compliance at destination ports
All raw textiles, foams, metallic accents, and packaging materials undergo testing in accordance with EU REACH, RoHS, and California Proposition 65 chemical thresholds, guaranteeing safe retail circulation.
We accommodate varied commercial terms including FOB, CIF, DDP, and DAP. We leverage strong partnerships with leading maritime cargo agencies and express couriers to optimize customs clearance.
We stand behind our production quality. In the rare event of stitching deviations or material failures, we provide rapid replacements or credits, ensuring your business margins remain secure.
A glimpse into our collaborative global network and skilled technicians







Essential business guidelines for wholesale operations, OEM/ODM parameters, and shipping policies
Expand your product catalog with our globally certified travel solutions